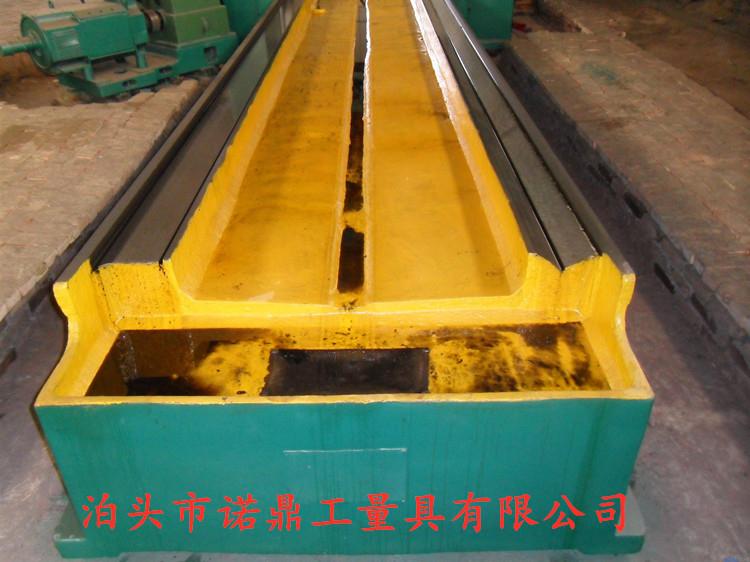
机床床身铸件为什么选择消失模模型铸造呢?
普通HT250,高熔要熔到多少温度,高熔应该是指中频炉内的熔炼温度吧,出铁温度多少合适?
机床床身铸件铸造中频炉内的熔炼温度达到1520℃即可出铁水。不是高熔低浇,而是高温熔炼,适温浇注。过高的熔炼会造成金属液的氧化,增加金属溶液的氧化夹杂,过高的温度对炉衬有很大的损害,高温熔炼目的就是提高金属液的过热度,提高成核率。出水温度与浇注温度要根据铸件材质、大小、壁厚以及铸造工艺(砂铸、特铸)等来定,不能一概而定,否则会误导人。熔炼的高温不是无限制的高,浇注的低温也不是无限制地低,铸铁熔炼时,高于1500℃的温度可以消除炉料的遗传性,粗大石墨,漂浮石墨就和熔炼温度不足有一定关系,高温是指炉内的熔炼温度,可不是出铁温度。高温出炉,适温浇注。熔炼切不可超过1550°C,我们是1520°C出炉,1360~1380°C浇注(低合金灰铸铁),球墨铸铁和蠕墨铸铁的浇注温度会适当高些,但也不宜超过1450°C。高温熔炼+铁水静置+合适的浇注温度。一般熔炼温度不宜超过1550℃。适(低)浇温度还要看铸件厚度确定。
铸铁平板适用于各种工件的焊接、装配、检验工作,精度测量用的基准平面,用于机床机械检验测量基准,检查零件的尺寸精度或形位偏差,在机械制造中也是不可缺少的基本工具。铆焊平板材料为高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使该产品的精度稳定,耐磨性能好。